
| YK-101横切机广东高位英文版说明书 |
| 发布日期:2022/3/28 11:28:00 点击数:8045 次 |
 |
YK-101 Touch screen control system User’s Manual (Cross cutting, Guangdong high)
Shenzhen Kangpute AUTO INST co.LTD
Phone: 86-0755-23285692
I. Overview The yk-101 control system is a full number of touch control system, which USES a high-performance chip to use a 7-inch LCD display. The appearance is unique, the interface is novel, the operation is simple, the anti-interference ability is strong. It is widely used in plastic bag machine, cross cutting machine, automatic non-woven bag machine. Fully automatic weaving bag machine, circular loom and other fields. The system enters 16 points (including the 2 road high-speed speed speed), which outputs 16 points, plus 4 road analog output. It can also control the main motor (three-phase asynchronous motor) transmitter motor (servo motor or step motor), the discharge machine (direct current machine or three-phase asynchronous motor), and realize the true sense of the three motors. Namely, automatic acceleration function, host speed and post-discharge velocity data are also distributed automatically after conversion.
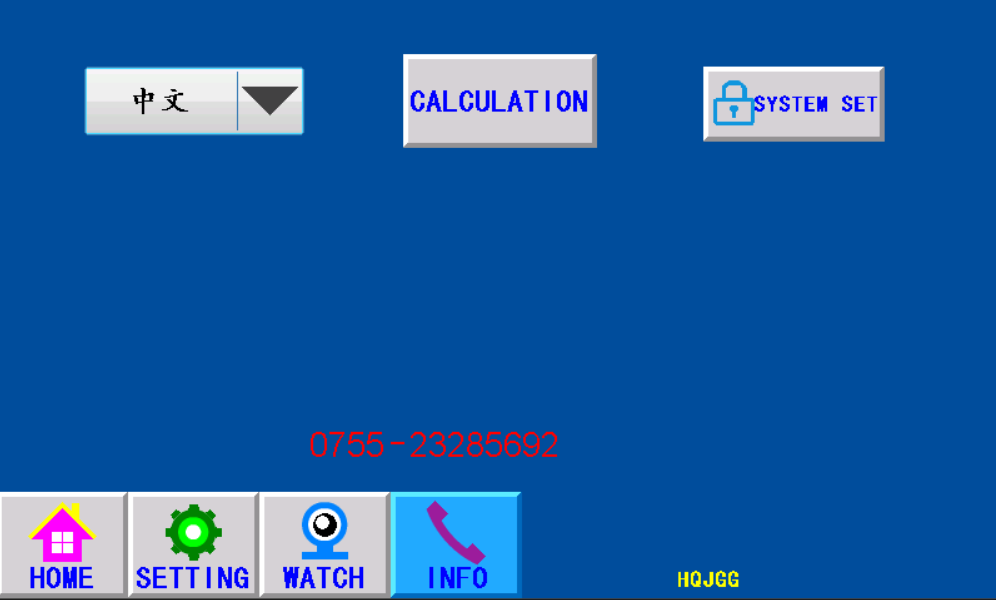
II. Information
English/中文: Chinese and English interface switch keys. System Settings: enter the correct password in this key to enter.
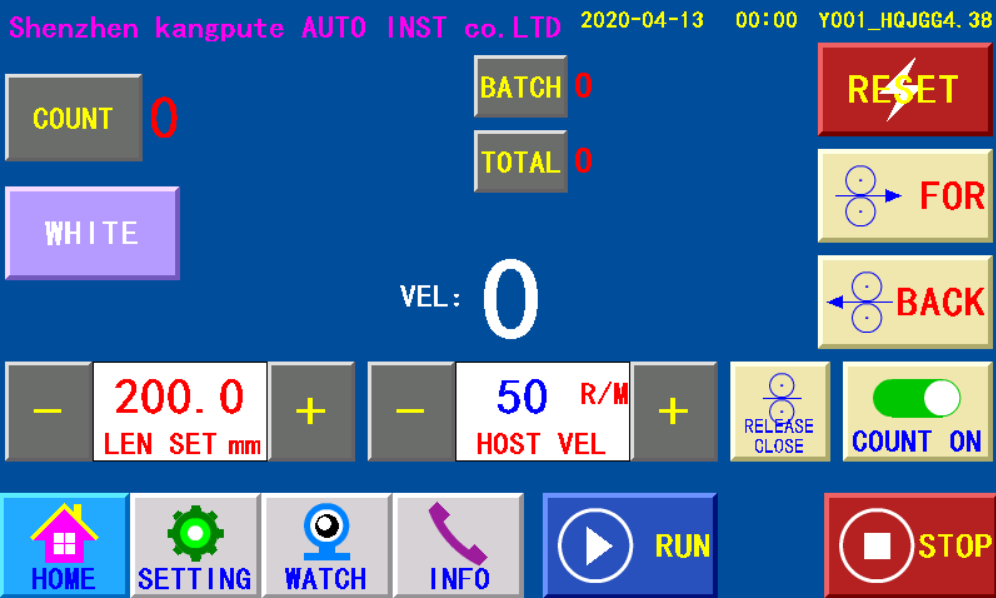
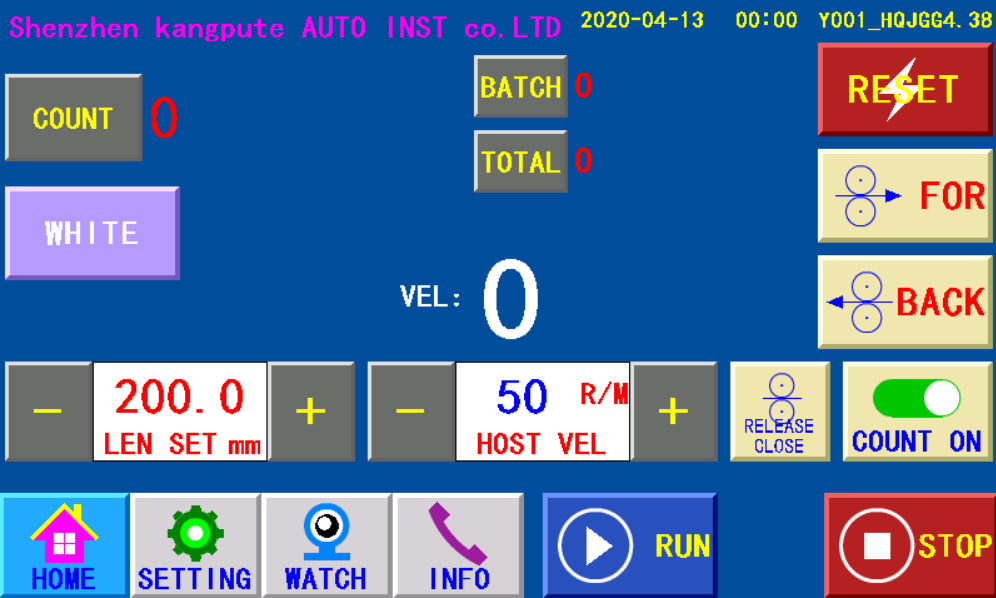
III. Home
LENGTH SETTING: display the length of the bag, unit: mm (also can be directly adjusted for the key)
HOST SPEED: control the engine to reduce speed and speed.
LOCK SHAFT/LOOSE SHAFT: loosen/lock motor bearing
COUNT OFF/COUNT: control whether you need to count every time you feed. COUNT/ZERO: the number is automatically zero when the single batch is over. Press the "count/zero" key to clear the number. BATCH NUMBER/CLEAR ZERO: after the batch, batch number plus 1, TOTAL/ZERO: the number is one, and the total is 1. The total number of keys is zero per total.
BLANK/DARK/LIGHT: three state switches. Blank: refers to photoelectric optical photoelectric sensor signal; Dark: when tracking the printing product, the color of the color punctuation is the tracking point; Light color: when tracking the printing product, the color punctuation is the tracking point.
TARGET: when the "looking" key chooses "dark/light", the servo (step) motor is turned to the dark color punctuation to automatically stop and then set to "catch up with the deep." The servo (step) motor is turned to light color punctuation to automatically stop, setting it to "be light."When the 'seeker' key selects "blank", the key is invalid
CLICK IN: manually servo (step) motor is moving in the state of stop.
CLICK BACK: in stop state, the manual servo (step) motor is reversed, and in the running state, the key becomes "the added number of the system, and the count is reduced by 1." RESET: when the system is not working properly, the key program is restarted and can be used for emergency downtime.
RUN: press this key, the host is running normally. (3 seconds longer)
STOP: press this key, hall switch gk1 to detect high stop signals; Automatic engine stop.
STATUS DISPLAY: run/stop/cut blade speed/pause/design/finish, 6 status switch display. Run: press the start key and show "run the line. Stop: the power is shown "stop the process. Cutting knife speed: the host speed is not finished when the machine is too fast. Pause: when the machine chooses "pause", the end of the end of the n second rear main machine will start automatically. Unmarking: no tracking of the "unmarked" in the printing of the printed products.
FINISH MATERIAL: when the host operation, x15 detects the signal, the buzzer alarm, the host stop, display the fault. When the engine is stopped, the signal is detected by the x15, and the buzzer alarm is displayed. (" stop ")
IV. Settings
不停/暂停/停机:“不停”:一批结束主机不停,继续正常工作。 NOT STOPNOT STOP / PAUSE/ STOP/: "Keep in the way: a batch of end hosts keep working. "Pause: a batch of end host pause, stop to pause time end, the host automatically boot. "Stop the company: a batch of end main engine stops running, manually press the start key to run. 先切后送/先送后切:“先切后送”:按启动键,主机先运行,GK1霍尔开关检测到伺服(步进)电机的送料信号,伺服(步进)电机开始送料。 FIRST CUTFIRST CUT / FIRST FEED: "First cut: press the start key, and the host first runs the gk1 hall switch to detect the feed signal of the servo (step) motor, and the servo (step) motor begins to feed. "First send the back: press the start key, the servo (step in) first the feed, the rear master machine will run again.RECOVER: Press this button to recover the default settings. SETTING: click this key to enter the setting interface to correct the current host simulation coefficient. RETURN FACTORY: press this key to restore factory Settings (caution). SUBMENU: click this key to enter the submenu interface. THE WHOLE PRESET: a number of sets, five alerts in advance. Unit: TIME OF PAUSE: when the machine chooses to suspend, the time set by the end of the rear main machine is set. FEED SPEED: the extra speed time of the servo (step) motor, the larger the set, the faster the servo (step) motor starts. FREQUENCY LIMIT: the maximum speed of the servo (step) motor, the larger the set, the faster the servo (step) motor. THE CIRCUMFERENCE OF THE RUBBER ROLLER: the servo (step) motor drives the length of the rubber roll. PROPORTION:When "automatic feed", the host runs a period of time per cycle. COOLING TIME: the long bag mode opens, and the host cuts the bag back to the high back to cool the time PUNCH/OFF: control whether the punch signal is required. Automatic acceleration: adjust the feed speed Automatic acceleration: according to the set of the bag, automatic adjustment of the feed speed LONG BAG MODE CLOSE/LONG BAG MODE: Long bag mode: host Long bag mode: the host is cut off the high level cooling suspension
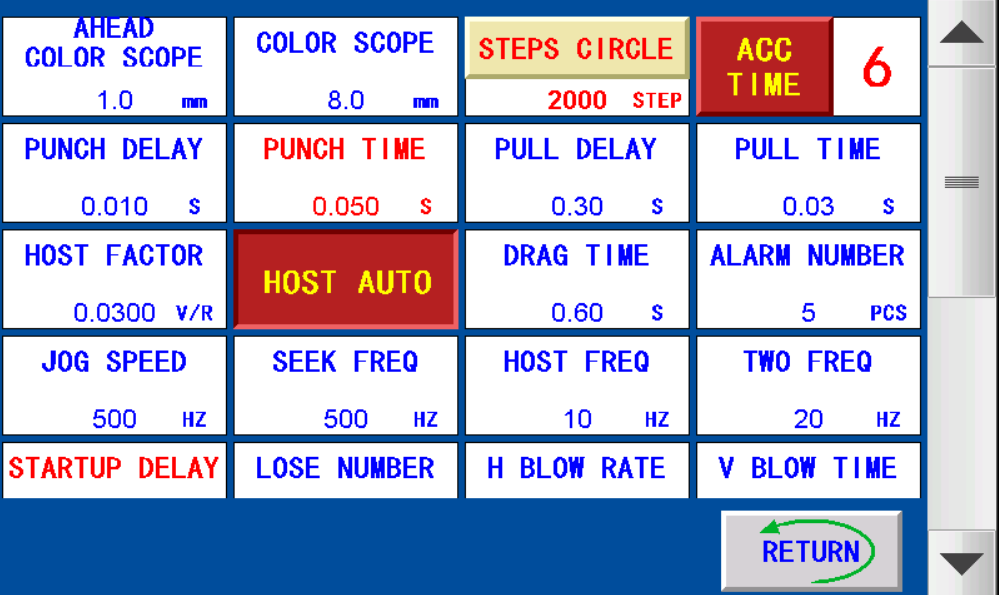
V. Slave Menu
COLOR LABEL SCOPECOLOR SCOPE: when making color products, the servo (step) motor is looking for the range of color punctuation at constant speed (i.e., the color beacon photoelectric in the "length of the color range length" of the "length of the color range", and the length of the color scale is found. COLOR SCALE ADVANCE RANGE: when making color products, the servo (step) motor is expected to look for color before the delivery is finished. PUNCH DELAY: the output of the hole signal after the time of the delay. PUNCH TIME: servo (step) motor is turned over, and the time of the punching electromagnetic valve. NEEDLE DELAY: the output of the needle signal after the end of the delay. NEEDLE TIME: the output of the needle signal after the end of the batch is finished, and the signal is disconnected from the removal of the bag signal. HORIZONTAL BLOW PERCENTAGE: the output time is set by the input point x01 signal control. VERTICAL BLOW TIME: the input controls the vertical blow signal output, and the time is set to adjust. TAKE OFF THE BAG TIME: after the end of the batch "pull the needle delay" and "pull the needle time", the signal output will be removed after the end of the batch. ALARM NUMBER: n alarm before the end of a batch. SPEED: the speed of the motor point of the motor, the larger the setting, the faster the servo (step) motor. Target frequency:the speed of the servo (step) motor, the larger the set, the faster the servo (step) motor. POINT MOVEMENT FREQUENCY: when the signal is received by the stop state, the signal output of the main engine is received, the cutting knife is run up and down, and the velocity is adjusted accordingly. THE SPEED FREQUENCY OF THE TWO SEGMENTS: the host is switched to the stop key, the host is switched to two segments of the stop, and the speed of the two segments is adjusted accordingly. EXTERNAL STARTUP LATENCY: when you click on the external button, the main machine starts starting. DESTANDARD NUMBER: set n, make color products, follow n time punctuation, don't follow the automatic stop. FEED DELAY: the next time the feed is available, the delay time delay time begins to feed. SCREEN WARRANTY TIME: the main interface stops at the main interface and enters the screen. (set 0 to hold the screen) PRESSING TIME: meet pressing signal, the time of the main engine signal is closed. TOTAL STOP NUMBER: total stop number of downtime, total number of stops when the number is set. THE LENGTH OF THE STOP RETRACT: the length of the feed back after each outage THE NUMBER OF STOPS IS CUT: the host needs to cut the number of times each time the stop is stopped. AUXILIARY PERCENTAGE: the auxiliary signal is synchronous with the feeding material, and the supplementary signal is finished in advance of the percentage of the feed length. PRECHECK-OUT LENGTH: return the length of the feed back. ENTIRE CIRCLE PACE:the number of pulses required for the servo (step) motor to rotate a circle. THE CURVE IS SELECTED: 1~ 9. step in the motor default 1, servo motor default 6 HOST COEFFICIENT: control host speed is slow. THE MAIN ENGINE IS MODIFIED MANUALLY/THE MAIN ENGINE IS FIXED AUTOMATICALLY: The main engine is modified manually: manually regulating the host coefficient to change the host speed The main engine is fixed automatically: automatically fixed the main engine coefficient size of the host speed. 打孔延时:伺服(步进)电机转结束后到打孔电磁阀工作前之间的延时。 打孔时间:伺服(步进)电机转结束,打孔电磁阀工作的时间。. 脱标个数:设定N个,制作彩色制品时,跟踪N次色标点,跟踪不住自动停机。
报警个数:一批结束前提前N个报警。 VI. Setting interface
THE SPEED OF THE BACK DISCHARGE: the speed of the motor is slow. MANUAL DISCHARGE: the speed of manual discharge under the stop state. THE DISCHARGE MATERIAL IS FIXED: the addition and reduction of the discharge motor after control is fast and slow, and the setting value is smaller and faster. ACCELERATION SPEED: the amount of change when the control is accelerated. SLOW DOWN SPEED: the amount of time reduced by the control of the pressure. ACCELERATION TIME: the acceleration time of the initial change in the control. DECELERATION TIME: the deceleration time of the delay in the control. MANUAL ASSIGNMENT/AUTOMATIC ASSIGNMENT: Manual assignment: the back discharge speed is set when the speed is set and will not change automatically. Automatic assignment: when running, the back feed speed will automatically adjust to appropriate speed value. ORDINARY DISCHARGE/DECELERATING DISCHARGE: Normal discharge: when the discharge switch signal is detected, the pressure reduction is delayed, and the loading signal is not detected when the discharge signal is not detected.
Deceleration discharge: the loading speed is not constant when the discharge switch signal is not detected, and the signal is slowed when the discharge switch signal is detected.
A, Start the spot, At this point, the cutting knife moves up, just leaving the bottom knife, and the step motor can be sent out successfully (figure 1). B, High stopping position At this point, the cutting knife upward movement, to the highest point, stop, can make the hot knife not to be made to destroy the material (figure 2). C, The limit of the drag, At this point, the cutting knife is moving down, just after the knife, the step is not rematerial, otherwise, the material will be stuck in the knife or pulled out (figure 3). D, The entire position of the bag, At this point, the cutting knife moves down, just to the lowest point, the whole machine pulls the needle out in this position and then introduces the whole product (figure 4). The a' sampling logic position is between a and d. Sensor Hall switch magnetic steel has forward-reversal direction. VIII. Outer accessory 1.Hall Switches:red +12V;black GND;yellow input signal 2.Color photoelectric:red +12V;black GND;white or green input signal 3.Buzzer:red +12V;black The buzzer signal IX. Exterior line connection of the controller
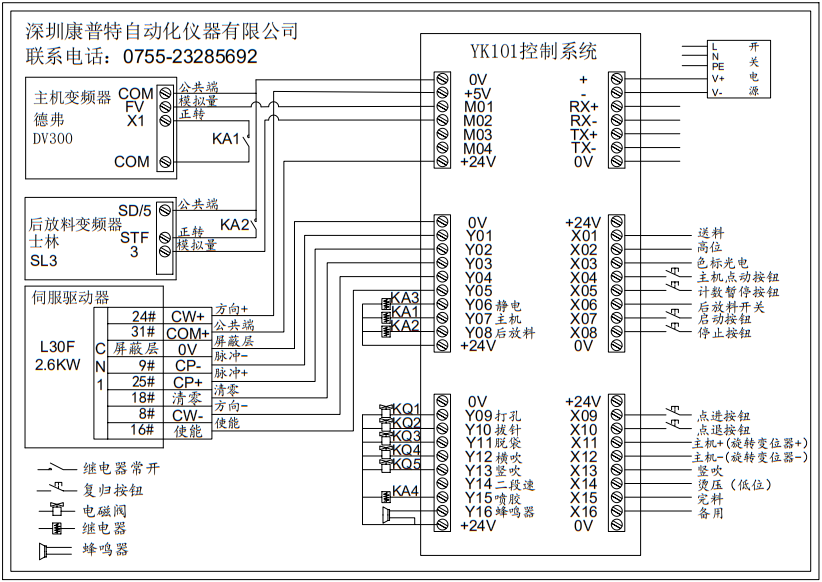
input output 01, +24V 01,0V 02, -24V 02,+5V 03,RX+ 03,M01 Main analog
04,RX- 04,M02 Discharge analog 06,TX- 06,M04 Out analog 07,0V 07,+24V
01,+24V 01,0V 02,X01 (GK1)Feeding 02,Y01(CP-)pulse 03,X02 (GK2)LIMIT 03,Y02(CP+)pulse 04,X03 (GK3)MARK 04,Y03 Servo Clear 05,X04 HOST JOG 05,Y04(CW1)direction 06,X05 Counter switch 06,Y05 07,X06 (FEED SW) 07,Y06 ELEC 08,X07 (External Run) 08,Y07 Host relay (0V) 09,X08 (External Stop) 09,Y08 Discharge (0V) 10,0V 10,+24V
01,+24V 01,0V 02,X09 (External Forward) 02,Y09 HOLE (0V) 03,X10 (External Backward) 03,Y10 PULL (0V) 04,X11 (External host“+”) 04,Y11 drag signal (0V) 05,X12 (External host“-” ) 05,Y12 H BLOW 06,X13 (V BLOW) 06,Y13 V BLOW 07,X14 07,Y14 08,X15 (FINISH) 08,Y15 KNIFE (0V) 09,X16 09,Y16 BEEP (0V)
10,0V 10,+24V
|


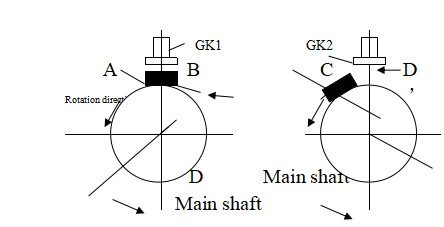 Rotation direction
Rotation direction
上一个:YK-101自动冲口机英文版 下一个: YK-300七个放料说明书